Cell and gene therapy space is growing fast because drug makers need GMP production rooms, not more standard lab space. In the U.S., biopharma companies pledged more than $370 billion in domestic investment in 2025, with about $15 billion tied to cell and gene therapy. That money is flowing into GMP cleanrooms, viral vector suites, cell processing areas, modular cleanroom buildouts, and shell-to-GMP fit-outs.
If I had to sum up the whole story in a few lines, it would be this:
This means you can’t treat these projects like normal lab builds. Validation drives the finish line. And if you don’t line up the right people early, the schedule can move even before field work peaks.
A simple way to look at the main build types is below.
| Facility type | Best fit | Main pressure point |
|---|---|---|
| Ground-up GMP build | Large manufacturing programs | Highest cost, longest schedule, most utility and CQV work |
| Repurpose / shell fit-out | Smaller programs, often 40,000 to 100,000 sq. ft. | Existing building limits on height, HVAC, and utilities |
| Modular cleanroom buildout | Suite expansions and repeatable room packages | Fast install, but still needs tight integration with plant systems |
For me, the main takeaway is simple: cell and gene therapy construction is growing because production demand is growing, and the projects that stay on track are the ones that plan cleanroom systems, CQV, procurement, and hiring from the start.
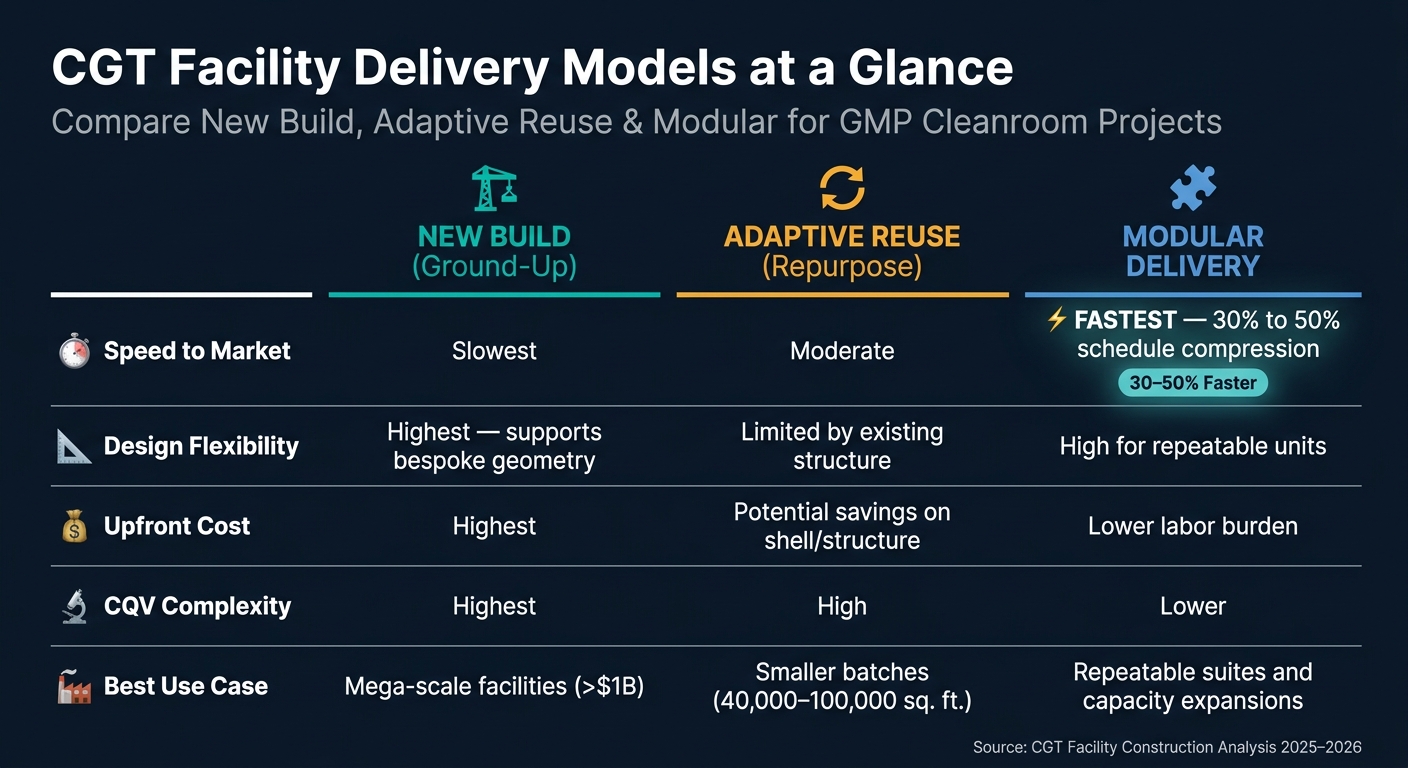
CGT Facility Delivery Models: New Build vs. Adaptive Reuse vs. Modular
Demand is clustering around a handful of specialized facility formats. And each one brings its own design, utility, cleanroom, and CQV pressure points. That’s a big deal, because a CGT facility isn’t just “lab space with nicer finishes.” The delivery model you pick shapes the whole project.
CGT suites are the busiest build category in 2026. These spaces usually have small clean-suite footprints and VERY high process-equipment density, which makes them some of the hardest environments to build and commission. [2]
Viral vector suites push that difficulty even higher. Gene therapy vector production needs tightly sequenced layouts, multiple airlocks, and dedicated segregation corridors to control airflow and reduce cross-contamination risk. Unidirectional process flow, where people and materials move one way only, is becoming the standard design approach. That shift is tied to FDA expectations around contamination control. [7] In practice, those layout decisions drive much of the construction difficulty covered in the next section.
Cell processing space has many of the same traits: short timelines, dense equipment layouts, and tightly controlled rooms. One piece teams often get wrong is warehouse and cold storage planning. It’s common to trade that space away for more production capacity. On paper, that can look smart. Later, it can turn into a mess. Not enough on-site storage can create batch management issues and downtime risk that don’t show up until after the build is done. [5]
Not every CGT project begins on a greenfield site. Two delivery models are seeing much more use: modular cleanroom buildouts and core-and-shell tenant fit-outs.
Modular systems use pre-fabricated cleanroom modules built in a factory and then installed on-site. That approach can cut schedules by 30% to 50% compared with fully field-built projects. Factory assembly can improve joint quality and HVAC integration, which matters when you’re chasing stricter ISO cleanliness classes. It also helps offset the field labor shortage that keeps slowing staffing across this sector. [2]
Core-and-shell fit-outs take a different path. In this setup, a landlord delivers the shell building, and the tenant converts it into a GMP facility after signing the lease. This model tends to fit smaller operations, usually 40,000 to 100,000 sq. ft., and it gives tenants some breathing room. If the production plan shifts, the shell may still work for other high-tech uses. The trade-off is integration risk. Converting a shell into cleanroom space can expose utility conflicts and load constraints that weren’t obvious at first. [1]
The right format depends on scale, timing, and how much process flexibility the program needs.
| Factor | New Build (Ground-Up) | Adaptive Reuse / Repurpose | Modular Delivery |
|---|---|---|---|
| Speed to Market | Slowest | Moderate | Fastest (30% to 50% schedule compression) [2] |
| Design Flexibility | Highest; supports bespoke geometry | Limited by existing structure | High for repeatable units |
| Upfront Cost | Highest | Potential savings on shell/structure | Lower labor burden |
| CQV Complexity | Highest | High | Lower |
| Best Use Case | Mega-scale facilities (>$1B) [4] | Smaller batches (40,000–100,000 sq. ft.) [1] | Repeatable suites and capacity expansions [2] |
New builds fit the largest programs best. Ground-up construction gives owners control over utility redundancy, process piping routes, and cleanroom geometry.
Adaptive reuse can work well for smaller operators that want a lower initial capital spend. But there’s a catch: the existing shell has to support cleanroom loads, precision HVAC, and high-purity utility tie-ins. If it can’t, the “cheaper” option stops looking cheap pretty fast.
Modular delivery is showing up more often in CGT suite expansions and repeatable room packages. It also cuts reliance on field labor.
Those delivery choices shape staffing too, especially how early teams need to bring in CQV, MEP, and validation talent.
These delivery models change the cleanroom, utility, and CQV demands that drive CGT project risk. In plain terms, they create more moving parts, more pressure on qualification, and less room in the schedule when startup gets close.
CGT facilities usually run across several ISO-classified spaces, from ISO 5 for aseptic processing to ISO 8 for packaging and baseline manufacturing areas. That range matters. Each step toward a tighter ISO class increases air-change rate needs and expands the area that needs HEPA filtration. So if a team calls for ISO 5 when ISO 7 would do the job, the price tag can jump fast. That’s one of the costliest design mistakes on these projects. [2]
Then there’s pressure control. Every move from corridor to airlock to cleanroom needs a tightly managed pressure differential so contamination doesn’t drift the wrong way. On top of that, teams have to separate personnel, material, and waste flow so clean and dirty paths never intersect. It sounds simple on paper. In practice, it takes tight planning, N+1 HVAC redundancy, and very little can go wrong. [2][5][9]
Utilities bring a whole different set of problems. CGT spaces need Water for Injection (WFI) loops, USP-grade water systems, and dedicated process gases. Standard lab or commercial buildings don’t come with that kind of backbone. High-purity pipefitting and sanitary stainless steel welding also call for skilled trades that are hard to line up. On larger builds, teams may also need dual-feed electrical service, backup generation, and on-site wastewater pretreatment for pharmaceutical effluent that goes beyond municipal discharge limits. Cleanroom, power, and water needs shape both build difficulty and what has to be bought early. [2][8][3]
Repurposed buildings often make this tougher, not easier. Many don’t have the minimum 14-foot clear ceiling height needed for overhead MEP systems and process piping. They also often miss the N+1 HVAC redundancy needed for viral vector production. [9]
On CGT jobs, construction and CQV overlap. They don’t wait politely for each other.
Validation, not punch list close, defines project success.
CQV checks whether critical systems work under actual operating conditions. Cleanrooms have to show compliance in their "in-operation" state, not just in a spotless as-built condition. That means people moving through airlocks, equipment running, and doors opening and closing like they will in day-to-day use. If the design team didn’t plan for that kind of live environment, the qualification data can fall apart. [2]
A lot of schedule trouble hides in documentation. Teams that understand CQV build the paper trail while construction is happening. When that record gets pieced together after turnover, things tend to bog down. Gaps show up. Records don’t match. The validation window slips. Bringing commissioning professionals into the design phase, instead of waiting until handoff, helps stop those problems before they start. [2][5]
Front-end savings often become higher total cost when essential infrastructure is deferred.
One design choice can make CQV support much easier: mechanical interstitial levels. A dedicated maintenance floor above the cleanroom lets crews change filters and adjust valves without stepping into the classified space. That cuts downtime and helps avoid re-validation cycles that can eat up both time and money. [7]
Most CGT schedule failures show up around the same few trouble spots.
These failures usually trace back to the same root issue: weak coordination across design, construction, quality, and validation. The people who keep that from happening are usually MEP managers, validation engineers, and cleanroom superintendents with life sciences experience. That’s where staffing starts to matter just as much as design.
Once schedules get tight, the pressure moves from materials and equipment to people.
In CGT projects, delays often happen because teams lack life sciences experience, not because they lack bodies on site. That distinction matters. General construction staff and GMP-tested staff are NOT the same thing, and that gap often decides whether a team hits its validation date or misses it.
Not every role on a CGT build needs a pharmaceutical background. But the jobs tied to cleanroom sequencing, utility systems, and documentation do.
| Role | Primary Responsibility | Why GMP Experience Matters |
|---|---|---|
| Validation Engineer / CQV Lead | Documented path to a validated facility | Must know how to carry a project through validation and audit requirements |
| MEP Manager | WFI loops, pressure cascades, process-gas systems | Needs fluency in specialty utilities that standard MEP experience often misses |
| Cleanroom Superintendent | Envelope integrity, ISO 14644 air-handling | Must understand how sequencing affects cleanroom performance |
| QA/QC Manager | Documentation discipline for regulatory handoff | Records must hold up in an FDA inspection, not just a code review |
| Project Executive / Construction Manager | Validation-driven handoff and regulated sequencing | Needs life sciences experience to manage the handoff from construction to operations |
Senior mission-critical roles often take 90+ days to fill. [10]
These jobs are hard to fill because they sit at the intersection of cleanrooms, GMP, biosafety, and process MEP. So the hiring plan can't just cover headcount. It has to protect schedule, validation, and handoff all at once.
CQV starts before handoff, so hiring has to follow the project timeline, not the mobilization date.
Validation engineers and CQV leads should be in place during preconstruction. They help shape design choices early and begin the documentation trail before any equipment goes in. That early work can save a lot of pain later.
MEP managers need to be hired before major system procurement starts. WFI loops and process-gas systems come with long lead times, and late decisions here can hit the project hard.
During field execution, cleanroom superintendents and QA/QC managers keep the site audit-ready. They drive the documentation discipline that regulated builds depend on. Then at handoff, a process-aware project executive or construction manager connects the builder with the facility operator and helps coordinate equipment integration with manufacturing teams.
Put simply, hiring should line up with the project calendar:
"A talent shortage can be just as much of a bottleneck to a facility project as construction delays." - Nilam Sutar, Pharma Access [6]
iRecruit.co recruits for mission-critical construction roles, including life sciences and CGT facility builds. The firm helps fill leadership, MEP, commissioning, and field positions where regulated project experience has a direct effect on schedule and compliance.
Screening can include credentials such as ISPE Certified Pharmaceutical Industry Professional (CPIP), Board Certified Commissioning Professional (BCxP), and Certified Commissioning Authority (CxA), along with direct experience in 21 CFR Parts 210/211 documentation.
Engagement models range from retained single-role search to embedded recruiting support. That can be a good fit when staffing needs change from one project phase to the next.
CGT construction is speeding up as therapies move from trials to commercial manufacturing. That shift creates a tough delivery problem: high technical demands paired with tight timelines. The facilities behind this growth - GMP cleanrooms, viral vector suites, and modular manufacturing buildouts - are much more demanding than standard lab or commercial projects.
Once a project moves from concept to construction, the schedule starts to revolve around contamination control, utilities, and CQV. That’s where things often go off track. If teams treat contamination control and CQV like items to deal with later, the project pays for it in delays, rework, and risk.
For life sciences construction hiring, workforce planning isn’t a side task. It is execution planning. Talent limits become schedule limits. The owners and builders getting CGT facilities done faster are treating experienced hires like a project-critical resource from day one.
In CGT construction, the validation date is the deadline.
Fast CGT delivery comes down to two early choices: plan CQV from the start, and bring in people who know life sciences construction before the build begins.
Cell and gene therapy (CGT) construction is growing fast because it supports biomanufacturing, an area drawing strong capital investment from reshoring, supply-chain resilience, and stricter regulatory demands.
That matters because CGT facilities are not the same as speculative R&D labs that can end up oversupplied. These sites add must-have, purpose-built manufacturing capacity.
To do that job, they need:
All of this is required to meet strict cGMP standards. And as more therapies move from clinical trials into commercial production, that kind of facility is in high demand.
CQV planning should start in the initial design phase. Getting CQV professionals involved early helps confirm that the design is clear, systems are ready, and GMP process needs are understood before problems turn into expensive fixes.
That early alignment also helps keep facility design and regulatory strategy on course. In plain terms, it can cut down on late scope changes, compliance headaches, and project delays.
The hires that matter most are the ones with a track record in cGMP-regulated environments and validation-led project delivery.
That usually means bringing in senior project managers with GMP experience, along with MEP and process-utility leads, commissioning and validation specialists, and owner-side program managers.
One move can save a lot of pain later: bring commissioning people in early. When they’re involved from the start, teams are more likely to hit system-readiness targets and sidestep delays tied to project milestones.