
If CQV slips, manufacturing slips. In life sciences construction, a facility is not ready just because the build is done. I need documented startup, IQ/OQ/PQ evidence, and final release records before a plant can move toward GMP production.
Here’s the article in plain English:
A simple way I’d frame it: construction finishes the asset, but CQV gets it accepted for use. That means documents, testing, deviations, training, SOPs, and quality approval all have to line up.
This article walks through that sequence from startup checks to release, with a strong focus on handoffs, records, risk, and staffing.
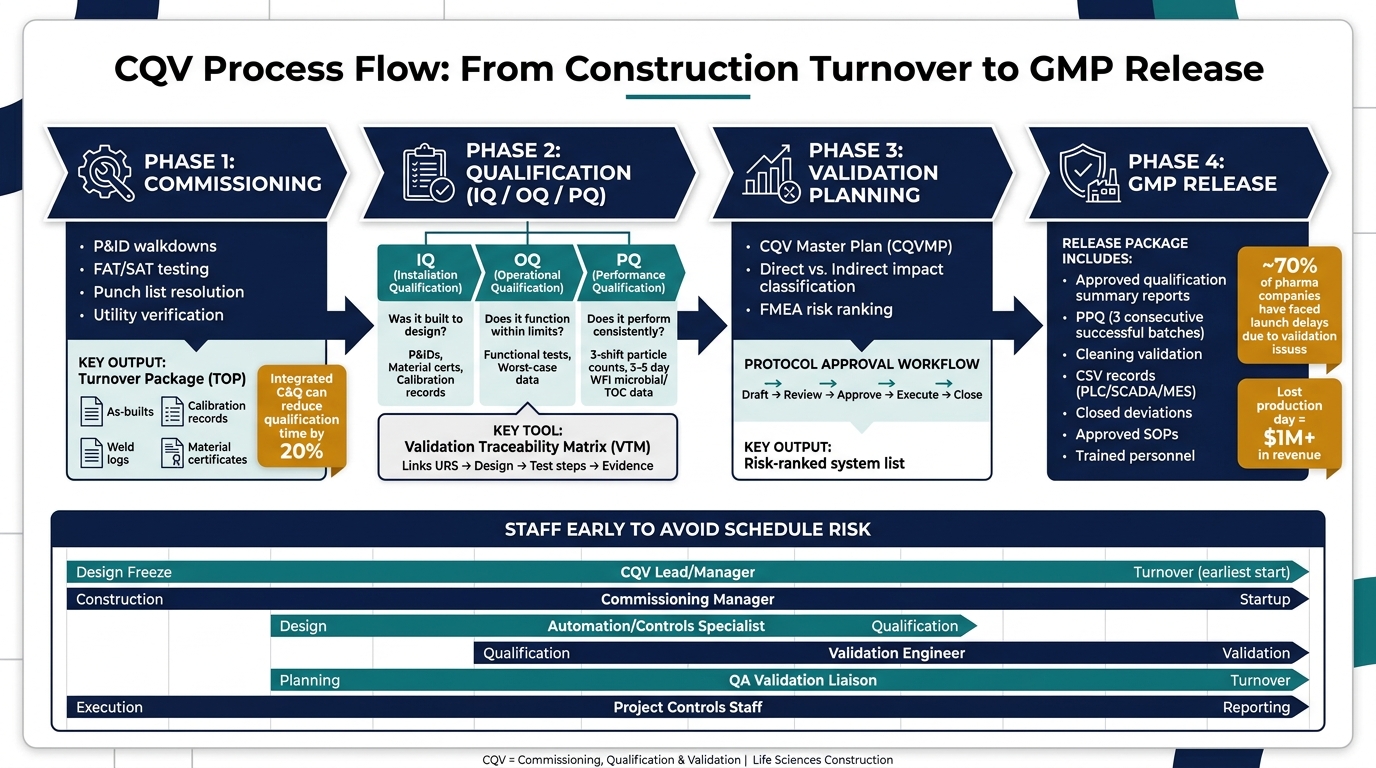
CQV Process Flow: From Construction Turnover to GMP Release
In life sciences construction, commissioning covers a wide range of systems: HVAC, compressed air, purified water, process equipment, electrical power, and automation controls. Each one has its own startup steps and verification needs before qualification testing can start. That’s why clear scope and defined deliverables matter so much. If the handoff is loose, turnover slips. If it’s tight, the turnover record becomes the evidence base for qualification.
The startup sequence usually follows a clear path. Teams begin with P&ID walkdowns and visual inspections. Next comes installation and utility connection verification. After that, they move into initial functional testing and punch list resolution. In plain terms, these checks show that systems are installed, connected, and ready for qualification.
Clean utilities and environmental systems need extra care during verification. A purified water system must show purity, flow, and pressure before qualification testing begins. HVAC systems must verify air quality, pressure cascades, and room temperature and humidity conditions. Process equipment usually follows a vendor-to-site path: Factory Acceptance Testing (FAT) at the supplier's facility, then Site Acceptance Testing (SAT) after installation to confirm the equipment still performs correctly [6]. Automation and computerized systems add another layer, including computerized-system checks, calibration of test equipment, and controls integration checks. All of that becomes part of the commissioning record set that moves into the turnover package.
Punch list items should be resolved or clearly documented before turnover. Open items tend to slow the handoff into qualification, and that can drag the schedule.
These records move from commissioning checks into the turnover package and then into qualification protocols. The Turnover Package (TOP) is the main package linking construction and qualification. A complete TOP includes:
A complete TOP helps shorten the handoff into IQ.
Beyond the TOP, teams use a small set of field documents throughout commissioning. The commissioning plan lays out scope, system boundaries, roles and responsibilities, and schedule. FAT and SAT records show the test results from the vendor site and the installed site. Startup checklists record readiness checks. Redlines and as-builts show field changes made during installation.
When commissioning records meet ALCOA+ principles, quality teams can reuse that evidence in IQ and OQ, which cuts duplicate testing [2].
After turnover, qualification turns commissioning records into GMP evidence for intended use. At that point, the project moves from field completion into GMP evidence-building.
Each qualification stage answers a different question.
Installation Qualification (IQ) asks if the system was installed according to design specifications. Typical checks include HVAC ductwork integrity, WFI piping slope, and equipment model and serial verification [1][8][9].
Operational Qualification (OQ) asks if the system operates across expected ranges and worst-case conditions. Common examples include HVAC alarm trigger points, pump flow rates, and control-loop tuning [8][9].
Performance Qualification (PQ) asks if the system performs in a steady way under actual production conditions. For a cleanroom, that means particle count data collected over 3 shifts. For a WFI system, it means microbial and TOC results tracked for 3 to 5 days [1][8].
Here’s how those stages tie to day-to-day checks and the evidence behind them:
| Qualification Stage | Primary Question | Examples | Evidence |
|---|---|---|---|
| IQ (Installation) | Was it built to design? | HVAC ductwork, WFI piping slope, equipment model/serial verification | P&IDs, material certificates, calibration records, manuals [8][9] |
| OQ (Operational) | Does it function within limits? | HVAC alarm triggers, pump flow rates, clean steam pressure | Functional test results, worst-case data, training records [8][9] |
| PQ (Performance) | Does it perform consistently? | Cleanroom particle counts over 3 shifts, WFI microbial and TOC levels | Environmental monitoring reports, batch records, stability data [1][8] |
Once those stage definitions are set, the next checkpoint is protocol approval and traceability.
Qualification protocols follow a controlled workflow: draft, review, approve, execute, close [5][9].
If a result falls outside acceptance criteria, it becomes a deviation. That deviation must be closed before the protocol can be approved. No shortcuts here.
The VTM maps User Requirement Specifications (URS) to design criteria, specific test steps, and objective evidence [5][9]. Think of it like the thread that ties the whole validation package together. A maintained VTM keeps URS, design criteria, test steps, and evidence linked across the validation life cycle.
With that traceability in place, the project can move into validation planning and release.
Once IQ/OQ protocols are approved, validation planning sets the path to GMP release. After qualification protocols are signed off, the next step is proving that the facility, utilities, and process are ready for GMP use. That plan becomes the backbone for release packages and manufacturing readiness.
The starting point is the CQV Master Plan (CQVMP). This is the main project document that lays out scope, boundaries, roles through a RACI matrix, and timelines for systems and processes [7]. Without a CQVMP, teams can end up doing the same work twice or, worse, skip systems that should have been included.
Next, each system is classified as either direct-impact or indirect-impact [11][10]. Direct-impact systems need full qualification. Indirect-impact systems do not need the same level of formal testing. That split keeps time and effort focused on the systems that affect product quality and patient safety.
Risk ranking shapes the rest of the plan. Teams use Failure Mode and Effects Analysis (FMEA) to spot and reduce risks tied to system performance and product quality [7]. If a system ranks high-risk, it gets tighter acceptance criteria and more test points. If the risk is lower, teams may lean on vendor testing such as FAT/SAT to support IQ and OQ and cut down on repeat onsite testing.
Early CQV input matters here. It helps teams avoid design decisions that later create hard limits during qualification. Integrated C&Q approaches have been shown to reduce qualification phase durations by 20% compared to sequential methods [3].
After risk ranking, the focus shifts to the evidence package needed for Quality Unit sign-off. Finishing IQ/OQ/PQ protocols is only part of the job. A facility is released for GMP production only when the full evidence package is closed, approved, and aligned across engineering, quality, and operations.
That package includes:
| Validation Scope | Primary Focus | Key Deliverables |
|---|---|---|
| Facility Validation | Environmental control, cleanroom integrity, room segregation | HVAC balancing reports, HEPA leak tests, room pressure logs, cleanroom classification certs |
| Equipment Validation | Mechanical installation and functional performance | IQ/OQ/PQ reports, calibration certificates, equipment SOPs |
| Process Validation | Consistent product quality across production runs | PPQ protocols/reports, CPP data, CQA results, Continued Process Verification (CPV) plan |
| Utility Validation | Critical support systems (water, steam, gases) | Microbial testing, water quality analysis |
Release also depends on a few basics being in place: approved SOPs, trained personnel, and CMMS-loaded maintenance plans. In plain terms, the handoff only works when validation, QA, operations, and automation owners are all working from the same plan.
Getting CQV right is just as much about staffing as it is about process. Put the right people in place at the right time, and the project keeps moving from construction turnover to GMP release without piles of document backlog or rounds of protocol rework.
Once the CQVMP and traceability matrix are in place, staffing becomes the main source of schedule risk.
Each role supports a specific CQV gate: design, turnover, qualification, validation, and release.
| Role | Primary Ownership | Phase Focus |
|---|---|---|
| CQV Lead / Manager | Strategy, governance, KPIs, vendor coordination | Design to turnover |
| Commissioning Manager / Engineer | System startup, FAT/SAT, utility verification | Construction and startup |
| Validation Engineer | IQ/OQ/PQ authoring, execution, deviation closure | Qualification and validation |
| QA Validation Liaison / Document Control | Protocol review and approval, compliance oversight, audit readiness | Planning to turnover |
| Automation and Controls Specialist | PLC, HMI, SCADA, and BMS validation; data integrity | Design to qualification |
| Project Controls Staff | Schedule adherence, KPI tracking, earned value analysis | Execution and reporting |
One of the biggest schedule risks on most projects is bringing in the CQV Lead too late. This person should be on the team during design freeze or the User Requirements Specification (URS) phase, not after construction is already moving. If CQV input shows up late, teams often get stuck with design limits that could have been avoided and only show up during qualification.
Automation hiring needs the same early attention. Bring in automation and controls staff early enough to finish CSV, PLC, HMI, SCADA, and BMS testing before turnover. If that work slips, everything behind it starts to wobble.
A practical staffing model is to keep a core team in place for governance and add short-term specialists when the workload spikes, especially for IQ/OQ/PQ and cleaning validation. CSV specialists should be booked months before turnover. Waiting until construction wraps up is simply too late. About 70% of pharmaceutical companies have reported delays in product launches due to validation issues [13]. And the cost of delay adds up fast: a single day of lost production in pharmaceutical manufacturing can cost about $1 million or more in lost revenue [13].
When each role is staffed in the right phase, turnover feels less like a fire drill and more like a controlled handoff.
CQV works when the right people are staffed early, documents are closed on time, and turnover moves cleanly into GMP release.
"CQV is not a closing task; it is a core project-delivery function that shapes schedule, startup performance and inspection readiness across the entire facility lifecycle." - CAI [12]
The documents matter. The sequence matters. But the people doing the work - and when they come on board - often decide whether a facility is ready for commercial release on schedule or stuck in months of rework.
CQV should start as early as possible, ideally during the design phase. Bringing CQV in early gives the team a chance to shape design requirements, build user requirement specifications, and spot validation issues before construction starts.
That early start also helps keep the project aligned with regulatory expectations, cut downstream risk, avoid costly late-stage changes, and set clear milestones and a master plan that support schedule certainty and operational readiness.
The biggest cause of GMP release delays is simple: teams treat CQV like a box to check at the end instead of part of the full lifecycle from day one.
When commissioning, qualification, and validation get pushed to the last stretch, small problems have time to snowball. A minor gap in setup, testing, or recordkeeping can turn into schedule slips, rework, and compliance issues.
Documentation is another common choke point. A facility can be fully built and working as intended, but if teams can't manage, track, and pull records without a scramble, operational readiness dates can slip fast.
Not every system in life sciences construction needs qualification. Teams usually take a risk-based approach, often through Quality Risk Management, to sort facilities, utilities, systems, and equipment based on how much they can affect product quality.
If a system has a direct effect on product quality or patient safety, it needs full qualification. In cleanrooms, that means the systems tied to air purity, temperature, room pressure, and humidity.








